CNC Milling vs CNC Turning: Which Process Is Right for Your Part?
Introduction
If you’ve ever sent a drawing out for a quote and gotten wildly different prices back, the reason often comes down to a single decision: CNC milling vs CNC turning. These two processes are the workhorses of subtractive manufacturing, and choosing the wrong one can quietly inflate your cost, stretch your lead time, and introduce tolerance problems that only show up at inspection.
The short version: turning is built for round parts, milling is built for everything else. But that one-line answer hides a lot of nuance that matters when you’re sourcing real components. This guide to CNC milling vs CNC turning breaks down how each process works, where each one wins, and how to read your own part and pick the right route — with tolerances, materials, lead times, and real shop-floor examples along the way.
The Quick Answer (For Buyers in a Hurry)
In CNC turning, the part spins and the cutting tool stays (mostly) still. In CNC milling, the tool spins and the part stays clamped. That single difference drives almost everything else — the shapes you can make, the speed, the tolerances, and the price.
- Round, symmetrical part — shafts, pins, bushings, fittings? Turning.
- Prismatic or 3D part — brackets, housings, manifolds, plates? Milling.
- A round part with flats, cross-holes, or off-axis features? Mill-turn, or turning followed by a milling op.
Now the detail that actually helps you make the call.
What Is CNC Turning?
CNC turning runs on a lathe. The workpiece is gripped in a chuck or collet and rotated at high speed — often several thousand RPM — while a single-point tool moves along the part to remove material. Because the part itself generates the rotation, every cut is naturally concentric to the spindle axis. That’s why turned parts hold excellent roundness and concentricity almost for free.
A modern CNC CNC turning center can do far more than basic OD and ID cutting. With live tooling and a sub-spindle, one machine can turn the profile, drill and tap cross-holes, mill a flat, cut a keyway, and part off a finished component in a single cycle.
Turning is the natural choice for:
- Outer diameters, bores, tapers, and chamfers
- Threads (internal and external)
- Grooves, undercuts, and shoulders
- Long, slender shafts and pins
- High-volume round parts where cycle time is king
For very small, long, tight-tolerance parts — think connector pins, bone screws, watch components — Swiss machining (a specialized form of turning) takes over, supporting the bar stock right at the cutting zone so thin parts don’t deflect.
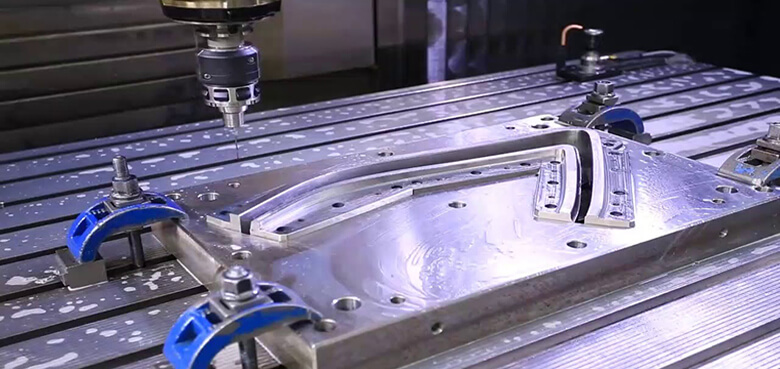
What Is CNC Milling?
CNC milling flips the relationship. The part is clamped to a table or fixture and stays still (or moves linearly), while a rotating multi-point cutter removes material. The spindle can approach from the top, the sides, and — on 4- and 5-axis machines — from angles in between.
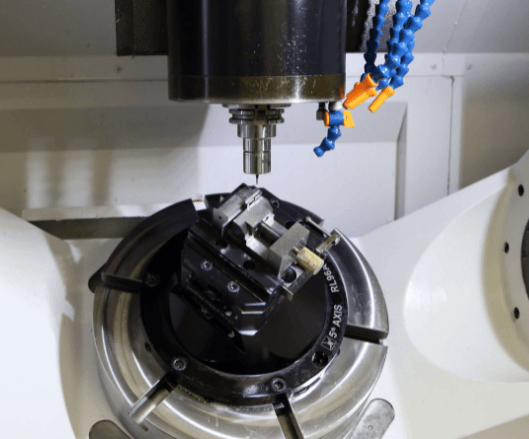
That freedom is what makes CNC milling so versatile. A milling center can carve pockets, slots, contoured surfaces, bolt patterns, engraving, and complex 3D geometry that a lathe simply can’t reach. Add a fourth or fifth axis and you can machine undercuts, angled bosses, and freeform surfaces in a single setup — which is exactly why aerospace and medical work leans so heavily on 5-axis machining.
Milling is the natural choice for:
- Flat surfaces, pockets, and slots
- Prismatic (block-shaped) parts
- Complex 3D contours and freeform surfaces
- Multiple faces, bolt circles, and off-axis features
- Housings, brackets, manifolds, plates, and enclosures
CNC Milling vs CNC Turning: The Core Difference Is Who Spins
Everything traces back to one question — does the part rotate, or does the tool? When the part rotates (turning), you get rotationally symmetric geometry fast and accurately. When the tool rotates (milling), you trade some of that speed and natural concentricity for the ability to put features anywhere, in any direction.
This is why a simple steel bushing might cost a dollar or two on a lathe but several times that if you tried to force it through a mill. And it’s why a complex 6-sided manifold is trivial for a milling center but effectively impossible on a basic lathe.
CNC Milling vs CNC Turning: Side-by-Side Comparison
| Factor | CNC Turning | CNC Milling |
|---|---|---|
| What moves | Workpiece rotates, tool fixed | Tool rotates, workpiece fixed |
| Machine | Lathe / turning center | 3-, 4-, or 5-axis machining center |
| Ideal geometry | Round, cylindrical, symmetrical | Prismatic, flat, complex 3D |
| Typical features | Diameters, threads, grooves, tapers | Pockets, slots, holes, contours |
| Setups for its ideal part | Often one | One to several |
| Cycle time on round parts | Fast | Slow |
| Concentricity / roundness | Excellent (inherent) | Good, setup-dependent |
| Relative cost on round parts | Lower | Higher |
| Relative cost on complex parts | Not feasible | Lower |
Read the table top to bottom and the CNC milling vs CNC turning decision usually makes itself: the geometry of the part points clearly to one process or the other.
Tolerances: What Each Process Can Hold
For most B2B parts, both processes comfortably hit a general tolerance of about ±0.005″ (±0.13 mm). The differences show up when you ask for precision, and they show up in different places.
Turning excels at diameter and concentricity control because every feature shares the same rotational axis. Milling excels at relating features across multiple faces, but holding tight roundness on a milled bore takes more effort than it does on a lathe.
| Tolerance Type | CNC Turning | CNC Milling |
|---|---|---|
| General / standard | ±0.005″ (0.13 mm) | ±0.005″ (0.13 mm) |
| Precision (achievable) | ±0.0005″ on diameters | ±0.0005″ to ±0.0002″ on features |
| Roundness / concentricity | Excellent (inherent) | Setup-dependent |
| Typical surface finish (Ra) | 16–63 µin | 32–125 µin |
Practical tip: tolerance costs money. Calling out ±0.0002″ everywhere “to be safe” can double a quote. Tighten only the features that mate, seal, or locate — and leave the rest at general tolerance. A good machining partner will flag over-toleranced prints during DFM review.
Materials: Both Processes Are Flexible
When weighing CNC milling vs CNC turning, material choice rarely decides it on its own — both handle essentially the same range of metals and engineering plastics. Geometry decides the process; material decides tooling, speeds, and finishing.
- Aluminum (6061, 7075, 2024) — fast, affordable, great for prototypes and housings
- Stainless steel (303, 304, 316, 17-4PH) — corrosion resistance, common in medical and food
- Carbon & alloy steel (1018, 4140, 4340) — strength and wear resistance
- Titanium (Ti-6Al-4V) — high strength-to-weight for aerospace and implants
- Inconel and superalloys — heat resistance for turbine and energy parts
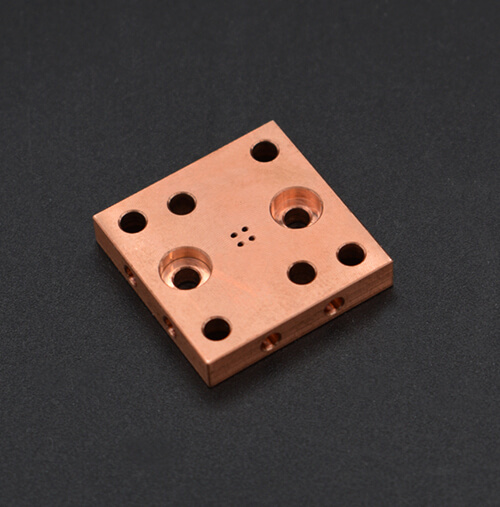
- Brass & copper — electrical contacts, fittings, decorative parts
- Engineering plastics (PEEK, PTFE, POM/Delrin, PEI/Ultem) — lightweight, chemically resistant, insulating
One material note that does steer the decision: free-machining stock like 303 stainless or 360 brass is a dream on a lathe and keeps turned-part costs low, while gummy or work-hardening materials may push you toward milling strategies with controlled engagement.
Lead Times: What to Expect
Lead time depends more on complexity, finishing, and quantity than on the process itself, but turning’s single-setup advantage on round parts often shaves days off the schedule.
| Scenario | Typical Lead Time |
|---|---|
| Simple turned or milled prototype | 3–7 days |
| Complex 5-axis prototype | 1–2 weeks |
| Low-volume production (50–500 pcs) | 2–4 weeks |
| Parts needing plating, anodizing, or heat treat | Add 5–10 days |
The fastest way to compress lead time isn’t choosing one process over the other — it’s submitting a clean STEP file, a clear 2D print with critical dimensions called out, and your real quantity up front so the shop can plan tooling and fixturing once instead of twice.
When CNC Turning Wins (With Examples)
Reach for turning when the part is fundamentally round and the features live on or around a single axis.
- Hydraulic shaft, 4140 steel: a 250 mm shaft with three diameters, a keyway, and a thread. Turned in one setup with live tooling; concentricity falls out naturally because every diameter references the same spindle axis.
- Brass hose fitting, 360 brass: external NPT thread, internal bore, hex for a wrench. High volume, low cost per piece, fast cycle.
- Medical bone screw, Ti-6Al-4V: long, slender, threaded — a classic Swiss-turning job where guide-bushing support prevents deflection on the thin shank.
- Electronic connector pin, brass: tiny diameter, tight length tolerance, produced by the thousands on a Swiss lathe.
When CNC Milling Wins (With Examples)
Reach for milling when features point in more than one direction or the part is anything but a cylinder.
- Aerospace structural bracket, 7075 aluminum: pockets to save weight, bolt holes on three faces, contoured edges. A 5-axis center machines it in one or two setups, holding feature-to-feature tolerances a lathe could never relate.
- Robotics joint housing, 6061 aluminum: bearing bores on perpendicular faces, mounting pattern, internal cable channel. Milling keeps the bores square to each other.
- Sensor enclosure, anodized aluminum: a milled-from-solid box with a sealing groove, threaded standoffs, and an engraved logo.
- Mold core, P20 tool steel: 3D contoured surface that only a multi-axis mill can produce.
What About Parts That Need Both?
Plenty of real parts are mostly round but carry a few off-axis features — a flat, a cross-hole, a milled slot, a flange with a bolt pattern. You have two good options:
- Mill-turn (turning center with live tooling): one machine does it all in a single setup. Fewer handoffs, better accuracy between turned and milled features, and no second fixturing error. Ideal for medium-to-high volumes.
- Turn then mill (two operations): turn the round profile, then move the part to a mill for the secondary features. Simpler and cheaper to set up for prototypes and low volumes.
For valve bodies, drive shafts with flanges, and many fittings, mill-turn is the quiet hero that collapses a two-machine job into one.
Surface Finish and Secondary Operations
Out of the machine, turned parts often look a little cleaner than milled ones. A single-point tool tracing a rotating diameter tends to leave a finer, more uniform finish — commonly in the 16–63 µin Ra range — while milling leaves tool marks where the cutter steps over a surface, typically 32–125 µin Ra. Neither is “better”; they’re just different by nature of the cut.
Where it matters: sealing surfaces, bearing fits, and cosmetic faces usually carry a finish callout. If you need a mirror-like or sub-16 µin finish on a turned diameter, that’s achievable but adds a polishing or grinding pass. On milled surfaces, a smaller stepover and a finishing tool path improve finish at the cost of cycle time.
Both process families feed into the same secondary operations, and these often drive more of the final cost and lead time than the cut itself:
- Anodizing (Type II or hard-coat Type III) for aluminum corrosion resistance and color
- Plating — zinc, nickel, chrome, electroless nickel for steel and brass
- Passivation for stainless steel, common in medical and food applications
- Heat treatment to reach a target hardness on alloy steels and titanium
- Bead blasting, tumbling, or polishing for cosmetic or deburring needs
- Laser engraving or marking for part numbers, logos, and traceability
Specify finishes early. A part that’s perfect off the mill can still slip a week if anodizing and a finish callout get added after the quote.
What Actually Drives the Cost
Buyers often assume the process alone sets the price. In practice, four factors move the number far more than milling-vs-turning ever does:
- Cycle time. Every minute on the machine is money. Round parts are fast on a lathe; complex 3D milling with small tools and tight stepovers is slow.
- Setups and fixturing. Each new setup adds labor and a chance for error. Turning’s single-setup advantage on round parts is a real cost saver, and 5-axis milling earns its keep by collapsing multiple milling setups into one.
- Tolerances and finish. Tight tolerances mean slower cuts, more inspection, and higher scrap risk. Over-specifying is the most common avoidable cost on a B2B print.
- Quantity. Programming and setup are fixed costs spread across the batch. A single prototype carries the full setup burden; a run of 500 amortizes it down to pennies per part.
This is also why rapid prototyping and low-volume runs are priced differently from production: you’re paying mostly for setup and programming up front, then far less per piece as volume climbs.
Applications by Industry
Most industries use both processes — the split follows the geometry of the part, not the sector.
| Industry | Typical Turned Parts | Typical Milled Parts |
|---|---|---|
| Aerospace | Bushings, pins, fasteners | Brackets, housings, structural ribs |
| Medical | Bone screws, pins, fittings | Instrument bodies, implant plates |
| Automotive | Shafts, axles, valve stems | Manifolds, brackets, housings |
| Robotics | Rollers, spacers, shafts | Joint housings, end-effectors, mounts |
| Electronics | Connector pins, contacts | Heat sinks, enclosures, plates |
How to Decide Between CNC Milling vs CNC Turning: A Simple Checklist
Run your part through these questions before requesting a quote:
- Is the part round and symmetrical? If yes, start with turning.
- Are there features on multiple faces or off the centerline? If yes, you need milling (or mill-turn).
- Is concentricity or roundness the most critical spec? Turning gives it to you for free.
- Is it a complex 3D shape or freeform surface? Milling, almost certainly 5-axis.
- Is it mostly round with a few extras? Mill-turn for volume, turn-then-mill for prototypes.
- What’s your quantity? High volume rewards single-setup turning or mill-turn; low volume tolerates multi-op flexibility.
When in doubt, send the file and ask. A capable manufacturer will recommend the most cost-effective route as part of design-for-manufacturing (DFM) feedback — often before you’ve even committed to a process.
FAQ
What is the main difference between CNC milling and CNC turning?
In turning, the workpiece rotates against a fixed tool, which suits round parts. In milling, a rotating tool cuts a stationary workpiece, which suits prismatic and complex 3D parts.
Is CNC turning cheaper than CNC milling?
For round, symmetrical parts, turning is usually faster and cheaper because of shorter cycle times and single setups. For complex non-round parts, milling is more economical — and often the only option.
Can one machine do both milling and turning?
Yes. Mill-turn centers (turning centers with live tooling) combine both, machining round profiles and off-axis features like flats, slots, and cross-holes in a single setup.
Which process holds tighter tolerances?
It depends on the feature. Turning is unbeatable for roundness and concentricity, while milling can hold very tight tolerances on individual features and relate them across multiple faces. Both reach roughly ±0.0005″ or better with the right setup.
What materials can be milled or turned?
Both handle aluminum, stainless and alloy steels, titanium, Inconel, brass, copper, and engineering plastics such as PEEK, PTFE, Delrin, and Ultem. Geometry usually decides the process; material decides tooling and finishing.
How do I know which process my part needs?
Look at the shape. Round and symmetrical leans turning; flat, boxy, or multi-faced leans milling; round-with-extras leans mill-turn. Sharing your CAD file for a DFM review is the surest way to confirm.
Conclusion
When it comes to CNC milling vs CNC turning, the two aren’t really competitors — they’re specialists. Turning owns the world of round, concentric, high-volume parts; milling owns everything prismatic, complex, and multi-faced; and mill-turn bridges the two. Match the process to the geometry — not to habit — and you’ll get parts that are accurate, on time, and priced the way they should be.
The smartest sourcing decisions happen before the first chip is cut. Get a manufacturer involved early, share a clean model, and let DFM feedback steer you to the most efficient route.
Still Deciding Between CNC Milling and CNC Turning? Let Us Help.
Not sure which process fits your part best?
• CNC Turning for round, cylindrical components
• CNC Milling for complex shapes and detailed features
• Optimize cost, tolerances, and production efficiency
Upload your drawings and get expert manufacturing advice today.