Multi axis machining is the technology that makes complex parts possible in fewer setups — and fewer setups mean tighter tolerances, shorter lead times, and lower scrap rates. For B2B buyers sourcing aerospace brackets, medical implants, or robotics housings, knowing what separates a real multi-axis shop from one that just owns the brochure is the difference between parts that fit and parts that don’t.
What Is Multi Axis Machining?
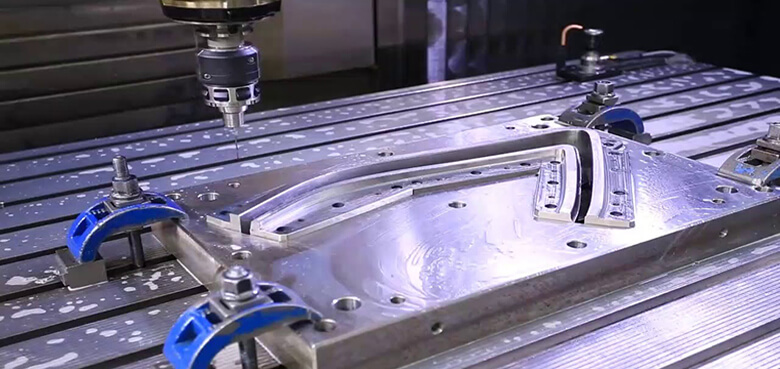
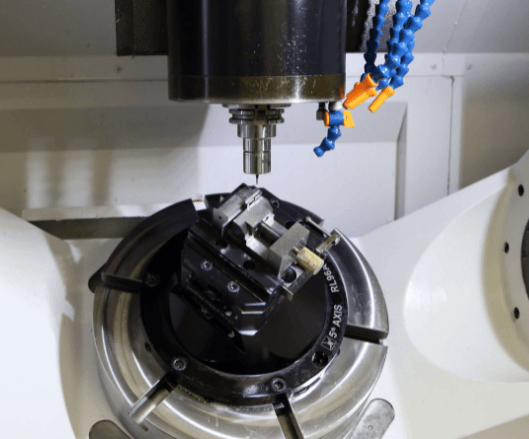
Multi axis machining covers CNC operations where the tool moves along more than three axes simultaneously. Standard 3-axis machining moves in X, Y, and Z. Add a rotational A-axis and you have 4-axis; add a second rotational axis (B or C) and you have full 5-axis machining. The more axes available, the more faces and contours the machine can reach in a single setup — eliminating the fixturing errors and datum shifts that multiply with every re-clamp.
Multi Axis Machining Types: 3+2 vs Full Simultaneous 5-Axis
| Type | How It Works | Best For | Typical Tolerance |
|---|---|---|---|
| 3-axis | Linear X, Y, Z only | Simple prismatic parts | ±0.13 mm general |
| 3+2 axis (indexed) | Rotary axes position part; 3-axis cuts | Multi-face parts, moderate complexity | ±0.025 mm |
| Full 5-axis simultaneous | All 5 axes move at once | Impellers, turbines, complex contours | ±0.005 mm |
| Mill-turn (5-axis + lathe) | Turning + milling in one cycle | Round parts with off-axis features | ±0.013 mm |
For most B2B precision work, 3+2 axis covers the majority of complex parts cost-effectively. Full simultaneous 5-axis is reserved for true freeform geometry — turbine blades, impellers, and complex medical implants.
Why Multi Axis Machining Beats 3-Axis for Complex Parts
Key advantages: fewer setups (one replaces three or four), shorter tools that reduce vibration and improve surface finish, tighter feature-to-feature tolerances across faces, access to undercuts and freeform geometry, and shorter overall lead time from fewer queued operations.
Materials Used in Multi Axis Machining
This approach handles the full material range and is especially valuable on difficult materials where fewer setups reduce tool wear and heat:
- Aluminum 6061 / 7075 — aerospace structures, robotics housings
- Stainless 17-4PH / 316 — medical instruments, aerospace fasteners
- Titanium Ti-6Al-4V — implants, aerospace engine components
- Inconel 718 — turbine blades, hot-section aerospace parts
- PEEK / engineering plastics — medical and chemical components
Lead Times and Tolerances in Multi Axis Machining
Using more axes compresses lead time by eliminating intermediate setups. Expect complex 5-axis prototypes in 1–2 weeks, low-volume production in 3–5 weeks, and full documentation orders with FAI and CMM in 6–10 weeks. Tolerances on multi axis parts reach ±0.013 mm for precision features and ±0.005 mm on critical aerospace or medical interfaces.
Where Multi Axis Machining Parts Are Used
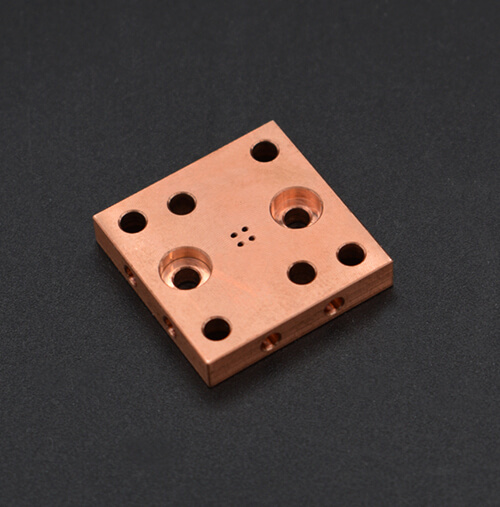
Parts produced this way appear wherever geometry is too complex for 3-axis work: aerospace impellers and structural brackets, medical implants and instrument bodies, automotive manifolds, robotics joint housings, and semiconductor chambers. See our case studies and equipment list for real multi-axis capability on file.
How to Choose a Multi Axis Machining Supplier
A real supplier names the exact machine — 3+2 or full simultaneous 5-axis — and backs it with CMM inspection, mill-cert traceability, and a shop-floor video tour. Verify ISO 9001:2015 (AS9100 for aerospace, ISO 13485 for medical), and ask for sample FAI reports. A shop that deflects these questions is routing your job to a subcontractor.
FAQ: Multi Axis Machining
When should I use 5-axis instead of 3-axis machining?
Use 5-axis when your part has features on multiple faces, undercuts, or freeform contours that would need three or more setups on a 3-axis machine — the single-setup advantage often makes it more economical despite the higher hourly rate.
What tolerances does multi axis work hold?
General features around ±0.13 mm, precision features to ±0.013 mm, and high-precision aerospace or medical interfaces down to ±0.005 mm with proper 5-axis equipment and CMM inspection.
Tired of Multi Axis Quotes That Turn Into 3-Axis Results?
Kintec runs genuine multi-axis work on equipment we own — and we show you the machine before you sign a PO.
- True 3+2 and full simultaneous 5-axis in-house — not outsourced
- CMM inspection on every critical feature, report in the box
- Mill certs traceable to heat numbers on every order
- Free DFM review — we’ll tell you if 3-axis is actually faster for your part
- Honest 24-hour quotes
👉 Send us your drawing and get a free multi axis machining quote in 24 hours.